全国咨询热线:
销售电话:024-56609777 56615036
网站首页
关于我们
荣誉资质
厂区环境
公司业绩
产品中心
新闻动态
联系我们
荣誉资质
当前位置:
网站首页
> >
荣誉资质
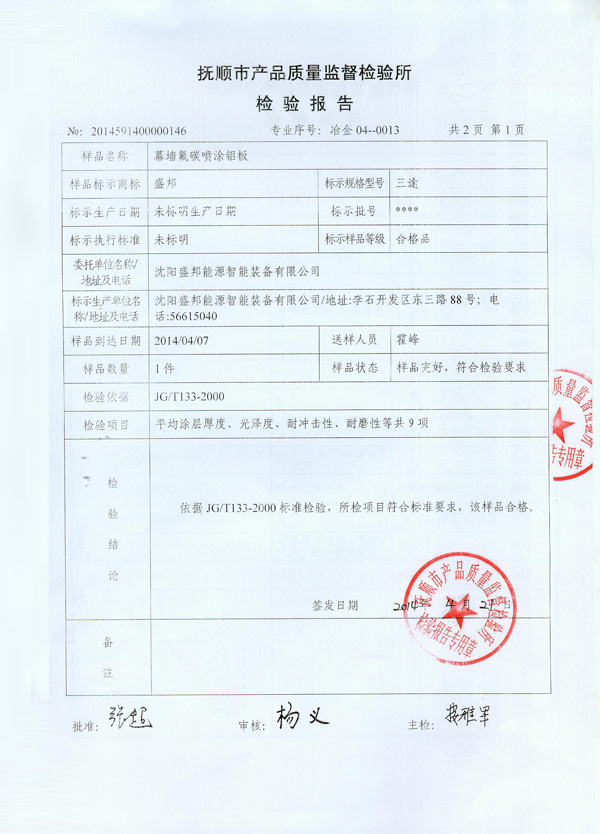
检验报告
联系电话:024-56609777 56615036
移动电话:13840052988
电话传真:024-56615040
邮箱:联系邮箱
产品详细
检验报告
上一篇:
下一篇:
::before
电话
导航
联系
刷新
 联系电话:024-56609777 56615036
联系电话:024-56609777 56615036 移动电话:13840052988
移动电话:13840052988 邮箱:联系邮箱
邮箱:联系邮箱

